大家好,今天小编关注到一个比较有意思的话题,就是关于t形槽铣刀的问题,于是小编就整理了3个相关介绍t形槽铣刀的解答,让我们一起看看吧。

怎么编程T型铣刀?
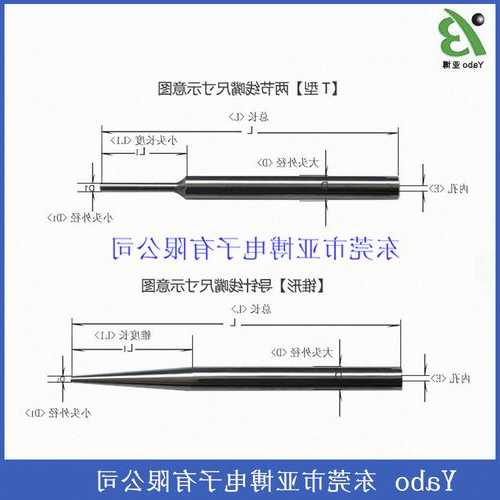
直接用面铣PLANAR MILL就可以了,选用T槽的轮廓编程。看下槽的Z向宽度和T形刀的刃长,决定Z向需加工几刀。
看下槽XY水平方向的深度,及刀具等实际情况,决定径向加工几刀,及检查刀杆与圆管内壁有合理的安全距离。进退刀用圆弧进退刀比较好。
怎样磨铣刀?
磨铣刀是靠双手配合 一般用右手固定刀具,使刀口等距离在沙轮上旋转 左手匀速旋转抽动洗刀 磨好铣刀主要靠经验 要么自己那砂轮机手工磨 要么去找工具磨床去加工 前者估计没有5年以上的功夫做不到 我不知道磨的铣刀是何种铣刀, 如果是指状或盘型铣刀应使用工具磨床进行刃磨,如 果是单刃铣刀最好根据所加工的工件材料确定各个角度进行刃磨。
比如铸铁材料使用无前角铣刀, 较软的塑性材料可以使用较大的前角。加工手段发展到如今,建议 尽量不使用单刃铣刀,单刃铣刀加工效率太低, 从理论上讲用几把刀可以提高加工效率几倍。铣刀形状有很多种,普通铣床和数控铣床加工槽与直线轮廓、 铣镗加工中心上加工型腔、型芯、曲面外形/轮廓用。大体上分为: 1.平头铣刀,进行粗铣,去除大量毛坯, 小面积水平平面或者轮廓精铣; 2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/ 直壁的小倒角。3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面( 相对于陡峭面)小倒角。4.成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀, 内R刀。5.倒角刀,倒角刀外形与倒角形状相同, 分为铣圆倒角和斜倒角的铣刀。6.T型刀,可铣T型槽; 7.齿型刀,铣出各种齿型,比如齿轮。铣刀常见有两种材料:高速钢,硬质合金。后者相对前者硬度高, 切削力强,可提高转速和进给率,提高生产率,让刀不明显, 并加工不锈钢/钛合金等难加工材料,但是成本更高, 而且在切削力快速交有三种方法可以磨铣刀:一、 一般的端铣刀,球头铣刀等,能用专用的铣刀研磨机来修磨!这种专用设备的好处就是操作很简单,不需要太多的技术,不用多年的老师傅也能磨刀!根据不同的材质还能磨不同的铣刀,而且精度很高,价格也很实惠,缺点是由于设备是专用的,除了磨铣刀也不能干别的了。
美日球头铣刀研磨机
美日端铣刀研磨机二、比如三面刃铣刀,铰刀等比较复杂的铣刀,可以使用万能工具磨床来修磨!这种设备的特点就是修磨类型比较广泛,更换不同的附件还能磨车刀,钻头等,缺点是精度不高,而且要求操作者具有一定的工具修磨经验,一般都是3,5年的老师傅才能达到熟练使用。
三、使用砂轮机来修磨也是最普遍,最通用的,需要操作者具有长期修磨工具刀具,铣刀的经验,并对铣刀结构了如指掌!新手切记修磨不可过急,铣刀崩掉口子弹出来伤到可不是开玩笑的
铣刀按用途和形状来分可以分为哪几类?铣刀按?
铣刀 铣刀形状有很多种,普通铣床和数控铣床加工槽与直线轮廓、铣镗加工中心上加工型腔、型芯、曲面外形/轮廓用。 大体上分为:
1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;
2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角。
3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。
4.成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R刀。
5.倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
6.T型刀,可铣T型槽;
7.齿型刀,铣出各种齿型,比如齿轮。
8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工.
到此,以上就是小编对于t形槽铣刀的问题就介绍到这了,希望介绍关于t形槽铣刀的3点解答对大家有用。
本文转载自互联网,如有侵权,联系删除