大家好,今天小编关注到一个比较有意思的话题,就是关于t型槽铣刀的问题,于是小编就整理了4个相关介绍t型槽铣刀的解答,让我们一起看看吧。

t型槽铣刀切削参数?
1 切削速度和进给速度需要根据不同的材料和加工条件进行调整,否则会影响加工效果和刀具寿命。
2 正确选择切削液和刀具的冷却方式,可以有效减少刀具磨损和延长刀具寿命。
3 合理选择加工路径和切削参数可以提高加工效率和加工质量,减少废品率。
因此,在进行t型槽铣削加工时,需要根据具体情况,调整好切削速度、进给速度、冷却方式等参数,以获得最佳的加工效果和刀具使用寿命。
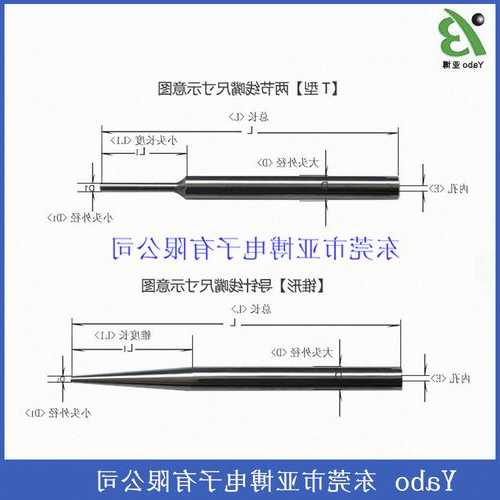
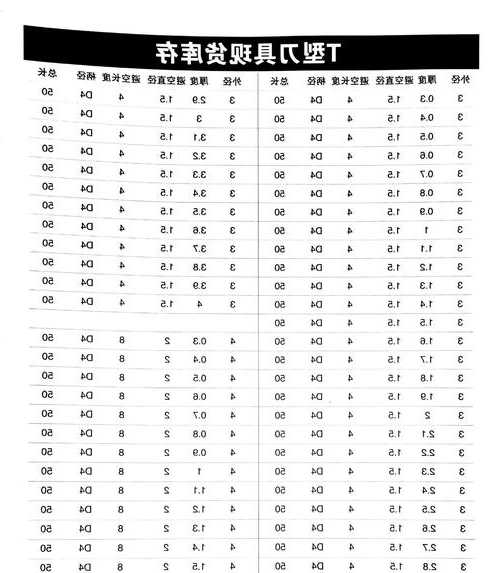
t型刀刀具直径?
T铣刀规格有近20种 下面为常用适用5mm螺丝用的刀直径是10mm,厚度是5mm.适用6mm螺丝用的刀直径是14mm,厚度是6mm.适用8mm螺丝用的刀直径是16mm,厚度是7mm.适用10mm螺丝用的刀直径是20mm,厚度是9mm.适用12mm螺丝用的刀直径是24mm,厚度是11mm.适用14mm螺丝用的刀直径是27mm,厚度是12mm.适用16mm螺丝用的刀直径是30mm,厚度是14mm.适用20mm螺丝用的刀直径是36mm,厚度是16mm.再大也用不到 以上仅供参考 先要用直铣刀铣一条槽 后再用T型槽铣刀5MM铣6MM, 6MM铣8MM8MM铣10MM 10MM铣12MM 12MM铣14MM.......20MM铣22MM
1. T型刀刀具的直径是根据具体的刀具型号和规格而定的。
2. 刀具直径的大小会根据加工工件的要求、切削力的分布、刀具的刚性等因素进行选择。
一般来说,刀具直径越大,切削力分布越均匀,切削效率也会相应提高。
3. 此外,刀具直径的选择还会受到机床的主轴功率、刀具夹持方式、工件材料等因素的影响。
因此,在选择T型刀刀具直径时,需要综合考虑多个因素,以满足加工要求和提高加工效率。
八种常用铣刀?
、圆柱形铣刀
用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
2、面铣刀
又称盘铣刀,用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式 3种。
3、立铣刀
用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴向进给。
4、三面刃铣刀
用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
5、角度铣刀
用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
6、锯片铣刀
用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
7、T形铣刀
用来铣T形槽。
8、尖齿铣刀
在后刀面上磨出一条窄的刃带以形成后角,由于切削角度合理,其寿命较高。尖齿铣刀的齿背有直线、曲线和折线3种形式。直线齿背常用于细齿的精加工铣刀。曲线和折线齿背的刀齿强度较好,能承受较重的切削负荷,常用于粗齿铣刀。
键槽铣刀规格?
铣刀规格
铣刀按用途区分有多种常用的规格。
①圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式 3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构
分为4种。①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
到此,以上就是小编对于t型槽铣刀的问题就介绍到这了,希望介绍关于t型槽铣刀的4点解答对大家有用。
本文转载自互联网,如有侵权,联系删除