大家好,今天小编关注到一个比较有意思的话题,就是关于感应淬火的问题,于是小编就整理了4个相关介绍感应淬火的解答,让我们一起看看吧。

感应淬火的基本原理?
将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生交变磁场。
交变磁场的电磁感应作用使工件内产生封闭的感应电流──涡流。
感应电流在工件截面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小, 这种现象称为集肤效应。
工件表层高密度电流的电能转变为热能,使表层的温度升高,即实现表面加热。
电流频率越高,工件表层与内部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却,即可实现表面淬火。
感应加热淬火组织有什么特点?
感应加热淬火组织有以下特点:
1.使用感应加热淬火设备生产率高,淬硬层深度易于控制,易于实现机械化和自动化,适宜于大批量生产。
2.淬火后获极细的隐晶马氏体组织,硬度比普通淬火要高出HRC2~3.且脆性较低,韧性较好。
3.淬火温度高,由于加热速度极快,使珠光体转变为奥氏体的相变温度升高,相变范围扩大,感应加热淬火设备所以比普通加热淬火温度高,一般要高出数十度。
4.感应加热淬火设备加热速度极快,一般需要几秒到几十秒的时间,就可将零件加热到淬火温度。
金属表面感应淬火裂纹特点?
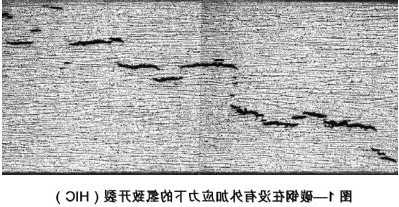
在淬火过程中,当淬火产生的巨大应力大于材料本身的强度并超过塑性变形极限时,便会导致裂纹产生。淬火裂纹往往是在马氏体转变开始进行后不久产生的,裂纹的分布则没有一定的规律,但一般容易在工件的尖角、截面突变处形成。在显微镜下观察到的淬火开裂,可能是沿晶开裂,也可能是穿晶开裂;有的呈放射状,也有的呈单独线条状或呈网状。因在马氏体转变区的冷却过快而引起的淬火裂纹,往往是穿晶分布,而且裂纹较直,周围没有分枝的小裂纹。因淬火加热温度过高而引起的淬火裂纹,都是沿晶分布,裂纹尾端尖细,并呈现过热特征:结构钢中可观察到粗针状马氏体;工具钢中可观察到共晶或角状碳化物。表面脱碳的高碳钢工件,淬火后容易形成网状裂纹。这是因为,表面脱碳层在淬火冷却时的体积胀比未脱碳的心部小,表面材料受心部膨胀的作用而被拉裂呈网状。
天津天丰中高频感应淬火设备启动报警?
有以下几个原因:
1. 电源异常:感应淬火设备的电源供应存在问题,例如电压不稳或者电流异常,会触发启动报警机制。这是由供电线路故障、过载或者电源设备故障引起的。在这种情况下,建议检查电源线路和电源设备的状况,确保电源正常供应。
2. 控制系统故障:感应淬火设备的控制系统遇到故障,导致启动报警。是控制器、传感器或电路板等组件出现问题,影响到启动的正常运行。检查控制系统的各个部分,检查电路连接是否正常,查找故障点并进行修复或更换有部件。
3. 冷却系统故障:感应淬火设备需要冷却系统来降低工作温度。冷却系统出现故障,例如冷却水不足、泵故障或冷却器堵塞等,会导致设备温度升高,触发启动报警。检查冷却系统的运行情况,确保冷却水供应充足,清洁冷却器和泵等,维护冷却系统的正常运行。
4. 传感器故障:感应淬火设备中的传感器负责监测和检测各种参数,例如温度、压力、流量等。传感器损坏或校准不准确,会导致误报警。检查传感器的连接和校准情况,确保传感器正常工作。
5. 操作错误:感应淬火设备的操作人员在操作过程中做出错误的操作,导致启动报警。操作人员应该熟悉设备的操作流程和各种报警信号的含义,在操作设备时遵循正确的操作步骤,避免误操作引发报警。
以上方法无法解决启动报警问题,建议联系设备制造商或专业维修人员进行进一步的检查和维修。他们将能够为您提供更具体的故障诊断和解决方案。
到此,以上就是小编对于感应淬火的问题就介绍到这了,希望介绍关于感应淬火的4点解答对大家有用。
本文转载自互联网,如有侵权,联系删除