大家好,今天小编关注到一个比较有意思的话题,就是关于螺纹通止规的问题,于是小编就整理了2个相关介绍螺纹通止规的解答,让我们一起看看吧。

通止规是什么原理?
通规和止规的工作原理:在螺纹面进行测量,因为是为了大量加工内圆零件所产生的。通规和止规都是做在一根圆柱体上,一头长的为通规正好能通过孔,短的一头为止规,正好不能通过孔。零件按照这种方式进行测试是否合格。
通规,即孔径允许偏差的下限,若不能通过,则说明孔径小了,不合格 ,止规,即孔径允许偏差的上限,若止规能通过,说明孔径大了,也不合格,总之通规过止规不过才为合格。
在大量加工内圆零件时,为了方便快捷相关信息,使用了一种量规,即通规和止规。通规和止规做在一根圆柱体上一头长的为通规正好能通过孔,短的一头为止规,正好不能通过孔。用止规如果能顺利旋进被测螺纹孔2.5圈或以上则为不合格反之合格.且此时不合格的螺纹孔应报废,不能进行返工。
通止规是机械厂常用到的检测设备。
两端都有圆柱体,其中一端直径要比另一端直径要小0.05个毫米。
小的一端是通规,检测孔时要保证痛规能塞进去。
大的一端是止规,检测孔时,如果止规进去了,那么加工的孔,就大了,工件也就不合格。
通止规的工作原理是用通止规的通止端分别检查零件的尺寸是否超过最大和最小尺寸,从而判断被检零件是否合格。
根据被测孔的最大物理尺寸,即孔的最小极限尺寸制造贯穿端,根据被测孔的最小物理尺寸,即孔的最大极限尺寸制造止动端。使用时,通止规的通端通过被测孔,表示测得的孔径大于最小极限尺寸,通止规的止动端不能插入被测孔,表示测得的孔径小于最大极限尺寸,即,这意味着被测孔的尺寸在规定的极限尺寸范围内,因此该零件为合格产品。
通止规是量具的一种,在实际生产中大批量的产品若采取用计量量具(如游标卡尺,千分表等有刻度的量具)逐个测量很费事,合格的产品是有一个度量范围的,在这个范围内的都合格,所以人们便采取通规和止规来测量。
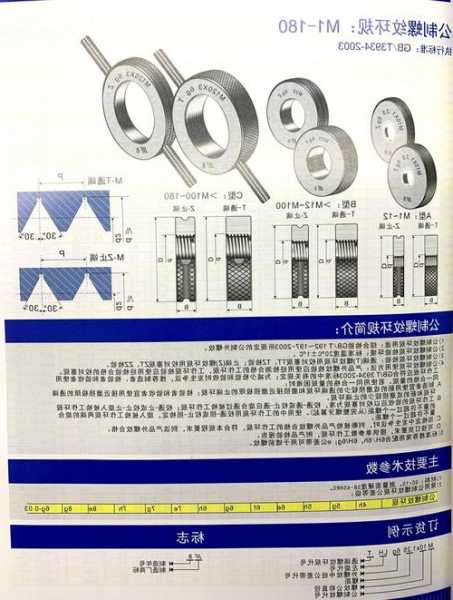
螺纹通止规环规和塞规精度标准?
螺纹通止规、环规和塞规是用于测量螺纹的工具,其精度标准通常遵循国际标准和行业规范。这些规格的精度通常受到ISO(国际标准化组织)标准的指导,例如ISO 1502。
螺纹通止规(Thread Plug Gauges):用于测量外螺纹的工具。精度标准包括螺纹尺寸、螺距、圆度、平行度和粗糙度等方面的测量,通常按照ISO 1502或国内标准GB 7247进行规定。
环规(Thread Ring Gauges):用于测量内螺纹的工具。精度标准包括内螺纹尺寸、螺距、圆度、平行度和粗糙度等,也通常遵循ISO 1502或国内标准GB 7248。
塞规(Plug Gauges):广泛用于测量小孔、沟槽和孔径等。其精度要看具体应用,通常遵循ISO
1502、GB/T 6095或其他行业标准。
这些规格的精度标准非常重要,因为它们确保了螺纹部件之间的互换性和一致性。生产商通常必须定期对这些规格进行校准和维护,以确保其精度和可靠性。不同的行业和用途可能会有不同的精度要求,因此在具体应用中需要仔细了解和遵循相关标准。
螺纹通止规环规和塞规的精度标准是根据国际标准制定的。以下是常见的精度标准:
螺纹通止规环规:
1. ISO 1502标准:螺纹通止规环规的精度按照ISO 1502标准规定。根据ISO 1502标准,螺纹通止规的允许误差分为4个等级,分别为4H、6H、6G和6e。其中,4H是内螺纹通止规的精度等级,对应外螺纹通止规的精度等级为4h;6H是内螺纹通止规的精度等级,对应外螺纹通止规的精度等级为6g;6e是外螺纹通止规的高精度等级。
塞规:
1. ISO 1502标准:塞规的精度按照ISO 1502标准规定。根据ISO 1502标准,塞规的允许误差分为4个等级,分别为H、D、E和F。其中,H是内塞规的精度等级,对应外塞规的精度等级为h;D是内/外塞规的精度等级;E是外塞规的精度等级;F是外塞规的高精度等级。
需要注意的是,具体使用哪个精度等级的螺纹通止规环规和塞规应根据实际需要进行选择,并根据具体的工件要求和测量要求进行判断。
到此,以上就是小编对于螺纹通止规的问题就介绍到这了,希望介绍关于螺纹通止规的2点解答对大家有用。
本文转载自互联网,如有侵权,联系删除