大家好,今天小编关注到一个比较有意思的话题,就是关于螺纹通止规的问题,于是小编就整理了5个相关介绍螺纹通止规的解答,让我们一起看看吧。
螺纹通止规国家标准尺寸?
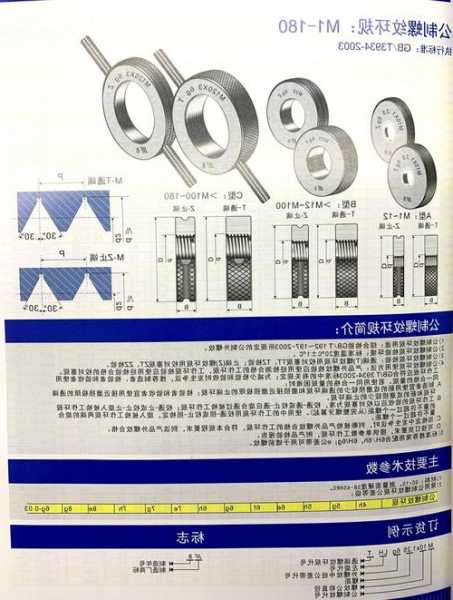
螺纹通止规是指一种用于检验螺纹尺寸的测量工具,可以用来判断螺纹的公称直径、螺距和牙型等参数是否符合标准要求。螺纹通止规的国家标准尺寸适用于GB/T 1966-2005《螺纹规及螺纹查验量具》标准,标准中规定了螺纹通止规的尺寸范围、公差和制造要求等详细信息。具体尺寸如下:
螺纹通规外径(d):1.5mm ~ 300mm
螺纹通规有效长度(L1):20mm ~ 200mm
螺纹止规长度(L2):6mm ~ 65mm
螺纹通规螺距:0.35mm ~ 10mm
螺纹止规螺距:1mm ~ 10mm
以上数据仅供参考,具体尺寸以标准规定为准。
螺纹通止规计算公式?
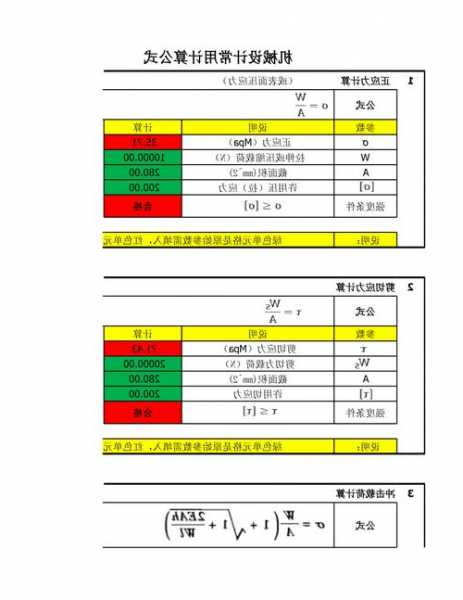
⼀、进⼝螺纹规60°⽛型的外螺纹中径计算及公差(国标GB 197/196)
a. 中径基本尺⼨计算:螺纹中径的基本尺⼨=螺纹⼤径-螺距×系数值。
公式表⽰:d/D-P×0.6495
例:进⼝外螺纹M8螺纹中径的计算
8-1.25×0.6495=8-0.8119≈7.188
b. 常⽤的6h外螺纹中径公差(以螺距为基准)。
螺纹过通止规?
螺纹经过热处理以后,主要会产生一部分变形,如果是冷挤压(比如搓丝、滚丝)加工的,那么螺纹在经过热处理以后在直径方向上会产生一定的涨大,所以就导致了通规不过。
如果是这种情况,在加工时尽量将螺纹中径控制在下差,但要保证止规不能自如的通过,经过热处理以后,既能保证通规又能保证止规。
如果是切削而成的螺纹,考虑主要是变形及热处理过程中粘附了脏东西在螺纹内,但这仅可能是个别现象。还有,你也提到了表面处理,我不知道你们目前所采用的表面处理是何种处理,是镀层还是发黑什么,镀层本身就对对螺纹的中径尺寸产生影响,一般螺纹的中径公差也就几丝,镀层也有几丝,所以,导致了螺纹通规不过。
这种情况,你需要定制表面处理前的通止规(按工艺尺寸定制)来调试机器,且控制表面处理艺的膜厚,就可以解决这个问题。
Pg螺纹通止规的正确?
使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没出环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品。
螺纹通止规使用方法?
使用螺纹通止规的方法如下:
1. 将螺纹通止规放置在需要测量的螺纹上,将其磨合在螺纹上;
2. 转动螺纹通止规,测量螺纹牙形尺寸、螺旋线的倾斜角及牙距,同时检查螺纹的亢余度;
3. 读取实测的数据,比较与规定的数值,判断螺纹是否符合规定;
4. 关闭螺纹通止规,取出缴纳在螺纹上,完成测量检验。
到此,以上就是小编对于螺纹通止规的问题就介绍到这了,希望介绍关于螺纹通止规的5点解答对大家有用。
本文转载自互联网,如有侵权,联系删除