大家好,今天小编关注到一个比较有意思的话题,就是关于异形注塑模板的问题,于是小编就整理了2个相关介绍异形注塑模板的解答,让我们一起看看吧。

注塑多段射出怎么设置位置?
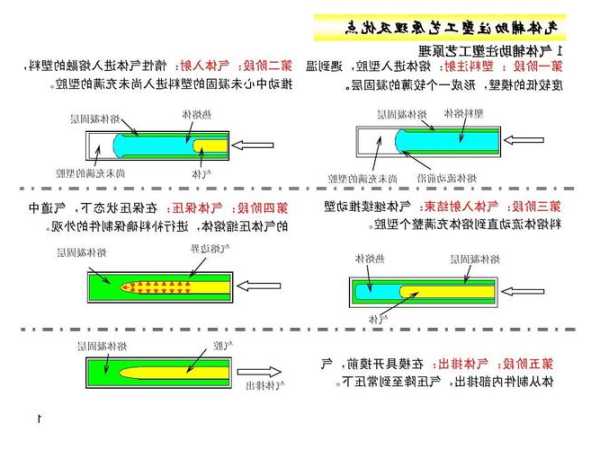
注塑多段射出是指在注塑成型过程中,通过多个射嘴分别注入熔融塑料,以达到更好的射出效果和注入位置的控制。要设置注塑多段射出的位置,需要按照以下步骤进行:
1. 调整模具的结构:在模具设计阶段就要考虑多段射出的需求,并设置多个射嘴的安装位置,以确保每个射嘴可以准确地注入熔融塑料。
2. 调整注射压力和速度:在实际注塑生产中,需要调整不同射嘴的注射压力和速度,以保证每个射嘴注入的熔融塑料量相等。
3. 控制熔融塑料的温度:多段射出需要控制不同射嘴的熔融塑料温度,以保证每个射嘴注入的塑料温度相等,并使得整个注塑过程中熔融塑料的温度保持稳定。
4. 冷却时间的控制:多段射出需要确保每个射嘴注入的熔融塑料都能够完全充填模具,因此需要根据不同的射嘴位置和注入量,调整不同的冷却时间,以保证成型品的质量和尺寸精度。
总之,要设置注塑多段射出的位置,需要从模具结构、注射压力和速度、熔融塑料温度和冷却时间等多个方面进行综合考虑和调整。
注塑多段射出应该根据具体的产品形状和尺寸等因素,结合注塑机的型号、设备参数等因素来设置位置。
通常情况下,应该先设置第一段射出的位置,然后根据产品的形状和尺寸等因素,逐段进行优化。
在进行位置设置时,还需要考虑料筒压力、射出速度等因素的影响,才能达到最佳的注塑效果。
总之,注塑多段射出的位置设置需要根据具体情况进行优化,以保证产品的质量和效率。
注塑多段射出的位置设置应该根据产品的具体形状和尺寸来决定,同时也要考虑机器的性能与模具结构的限制。
通常情况下,多段射出的第一阶段应该在靠近产品表面的部位注入材料,以保证产品的表面质量;第二阶段则可以在更深的部位注入材料,以尽量填充产品内部空洞。
在具体的操作中,需要根据不同的产品要求,调整射出阶段的位置和参数,以达到最佳的成型效果。
需要特别注意的是,多段射出的位置设置并不是唯一的,需要在实践中不断尝试和调整,才能找到最适合产品的方案。
同时,在进行多段射出时,还需要确保每个阶段的温度和压力等参数得到合理掌控,以保证产品质量和机器的稳定性。
1 注塑多段射出需要根据具体生产情况和产品要求进行位置设置,一般需要进行多次试模才能确定最佳位置。
2 在注塑多段射出模具上设置不同位置的射杆,可以实现多种功能,如分流、多层注塑、异形制品等,这些位置的设置需要根据具体生产要求进行综合考虑。
3 必须要注意的是,注塑多段射出时如果位置设置不当,会对产品制作带来很大的不良影响,甚至导致模具破损等问题,因此需要进行精心设计和操作。
所有PVC管件的名称?
PVC管件,一般包括PVC双接、三通、45度、90度弯头、接头、管卡、卡扣等。有时候也包括一些阀门及PVC异型注塑件。
pvc管件名称有很多,常用的弯头,外牙弯头,内牙弯头,直接,外牙直接,内牙直接等。1、硬质PVC管一般用于土建预埋中使用,特点是其抗腐蚀性强,造价相对铁管低廉。
2、因管径增大会使管在混凝土内抗压力减小,所以在暗设的情况下一般会采用直径15或20的较多。
3、PVC穿线管规格有:16、20、25、30、40、50、75、90、110;
4、PVC排水管规格有:40、50、75、90、110、160、200、250、315、400。
5、PVC给水管规格有:20、25、32、40、50、63、75 、90 、110、160、200。
到此,以上就是小编对于异形注塑模板的问题就介绍到这了,希望介绍关于异形注塑模板的2点解答对大家有用。
本文转载自互联网,如有侵权,联系删除