大家好,今天小编关注到一个比较有意思的话题,就是关于塑料挤出模具的问题,于是小编就整理了2个相关介绍塑料挤出模具的解答,让我们一起看看吧。
请问:注塑与挤出的区别有哪些?
主要差别有
1)流动性的差别 注塑对流动性要求高,特别是薄壁制品和大型制品。挤出对要求宽松一些,因为挤出是开放式的,没有模具反向的巨大阻力。
2)熔体强度 注塑是在模具里成型的,有模具构成的几何限制,对熔体强度要求不高。挤出成型虽然也存在口模的几何限制,但是出口模后没有完全固化,在这种自由状态下有时由于低的熔体强度而不能很好成型,如纺丝。另外,挤出之后往往还伴随着后续的自由状态下的加工成型,如热成型、中空吹塑,在这些成型过程中往往存在不同程度的熔体拉伸,如果熔体强度低,就容易拉破。所以,注塑一般不要求高熔体强度,而挤出一般是要求的。
3)出口膨胀 注塑一般对出口膨胀没有严格要求。挤出的出口膨胀很讨厌。所以,注塑与挤出材料的粘弹性控制也会有所不同。 注塑与挤出原料还有其它一些区别,不一一列举了。更多资讯可以到中国发泡材料网了解,它们的差别来源主要是一个是高限制性成型,一个是半限制性成型。
塑胶模具的进胶方式有哪些?
塑胶模具进胶方式有七种:
1、盘形浇口: 沿产品外圆周而扩展进料,其进料点对称,充模均匀,能消除结合线,有利于排气。
2、扇形浇口:从分流到模腔方向逐渐放大呈扇形,适用于长条或扁平而薄之产品,可减少流纹和定向应力。
3、环形浇口: 沿产品整个外圆周扩展进胶,它能使塑料绕型芯均匀充模,排气良好,减少结合线。
4、点 浇 口: 是一种截面积小如针状之浇口,一般用于流动较好之塑料,其浇口长度一般不超过其直径,所以脱模后浇口自动切断,它可以使模具增加一个分模面,便于水口脱模。其缺点是因进浇口较小易造成压力损耗,成型时产生一些不良(流痕,烧焦,黑点)其形状有菱形,点浇口有:单点形,双点形,多点形等。
5、侧 浇 口:一般开设在模具一边,分模面上由内侧或外侧进胶,截面多为矩形,适用于一模多穴。
6、直接浇口: 直接由主流道进入模腔,适用于单穴深腔壳形,箱形模具.其流道流程短,压力损失少,有利于排气,但浇口去除不便,会留明显痕迹。
7、潜伏浇口:其浇口呈倾斜状潜伏在分模面一方,在产品侧面或里面进胶脱模时可自动切断针点浇口,适用自动化生产。
塑胶模具的进胶方式有注射法、压缩法、挤出法、吹塑法等多种方式。
注射法是将熔融的塑料通过注射器注入模具中,具有高效、精度高等特点;压缩法是通过将熔融的塑料压入模具中,采用加热、压实等方式塑造制品;挤出法是通过圆锥形的挤出机将塑料材料加热到熔融状态后,挤出成长条状,再通过切割、冷却等方式制成制品;吹塑法是将熔融的塑料加热,利用模具中的压力将气体吹入模具中并填充塑料,通过冷却后形成产品。
除了以上几种方式外,根据工艺和需要,也可以采用其他的进胶方式。
总的来说,各种进胶方式都有其适合的场景和优劣,需要根据客户需求和产品性质进行优化选择。
塑胶模具的进胶方式有三种:注塑式、挤出式和压延式。
注塑式进胶是将塑料颗粒通过螺杆进入注塑机,加热融化后,通过模头将塑料注入模具中形成制品的过程。
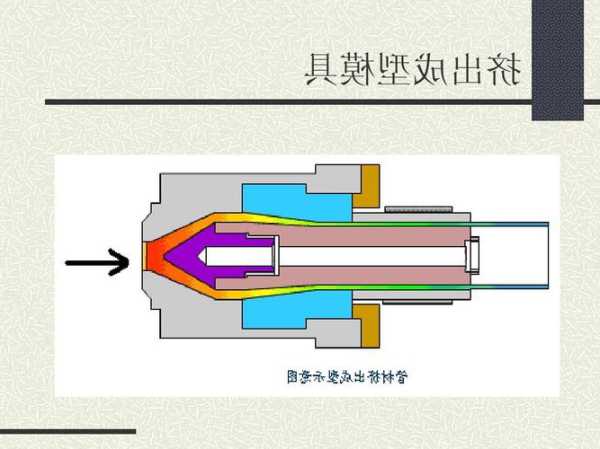
挤出式进胶是将塑料颗粒通过螺杆在挤出头的作用下连续挤出,然后经过冷却装置、切断机等设备进行切断形成,该过程主要用于制作塑料管、板、丝等制品。
压延式进胶是将塑料在高温下加热,再通过压辊将其压制,然后通过压花、拉伸等工艺形成海绵、沙发等制品,该过程主要用于制作塑料材料的压延、压花加工。
到此,以上就是小编对于塑料挤出模具的问题就介绍到这了,希望介绍关于塑料挤出模具的2点解答对大家有用。
本文转载自互联网,如有侵权,联系删除

