大家好,今天小编关注到一个比较有意思的话题,就是关于中频感应加热的问题,于是小编就整理了4个相关介绍中频感应加热的解答,让我们一起看看吧。

高频中频低频加热区别?
低频
低频加热有几个显著地特性:热量透到工件里面的深度比较深、工件沿径向这方向上温度的差值比较小,因此,在低频加热的条件下,工件的热变形不明显,热应力值小,比较适合容量相对大的炉进行保温和熔炼,也符合大工件的整体透热。现在,大多数传统的工频感应炉是采用低频感应加热原理制成。
中频
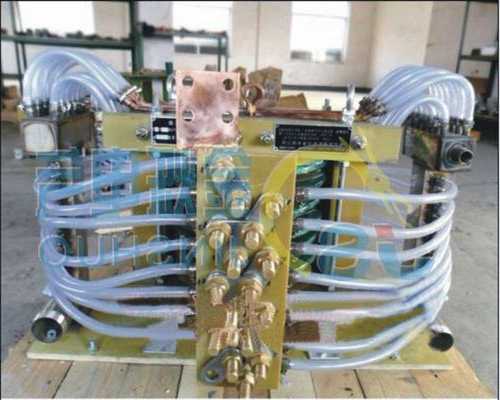
中频指频率在150Hz到5KHz之间,在这频率之间,有传统的电磁倍频器和中频发电机,但是这两种装置已经被另一种中频感应加热装置—晶闸管感应加热装置所取代。
高频
高频指频率在100KHz 以上,在这频率以上,目前所研制出来的电子管高频振荡器功率为几千瓦到几千千瓦,频率范围为100KHz到500KHz,而另一种高频感应电源,是采用SIT研发出来,具有更高的功率和频率,其功率可以达到 400 千瓦,频率达到 400KHz。
1、使用频率不同:我们通常把频率在1-10Khz的感应加热设备,称之为中频感应加热设备,把频率在50Khz以上的感应加热设备,称为高频感应加热设备。
2、特点不同:受感应加热设备频率的影响,两者的淬火深度也有所不同,中频感应加热设备的淬火深度,一般为3.5-6mm,而高频感应加热设备则为1.2-1.5mm。
中频感应加热热处理所用的电流频率是?
根据交变电流的频率高低,可将感应加热热处理分为超高频、高频、超音频、中频、工频 5类。
①超高频感应加热热处理所用的电流频率高达27兆赫,加热层极薄,仅约0.15毫米,可用于圆盘锯等形状复杂工件的薄层表面淬火。
②高频感应加热热处理所用的电流频率通常为200~300千赫,加热层深度为0.5~2毫米,可用于齿轮、汽缸套、凸轮、轴等零件的表面淬火。
③超音频感应加热热处理所用的电流频率一般为20~30千赫,用超音频感应电流对小模数齿轮加热,加热层大致沿齿廓分布,粹火后使用性能较好。
④中频感应加热热处理所用的电流频率一般为2.5~10千赫,加热层深度为2~8毫米,多用于大模数齿轮、直径较大的轴类和冷轧辊等工件的表面淬火。
⑤工频感应加热热处理所用的电流频率为50~60赫,加热层深度为10~15毫米,可用于大型工件的表面淬火。
中频感应加热炉频率高故障原因?
1、故障现象:中频炉设备运行正常但在某功率段升降功率时,设备出现异常声音抖动,电气仪表指示摆动。
原因分析:这种故障一般发生在功率给定电位器上,功率给定电位器某段不平滑跳动,造成设备工作不稳定,严重时造成逆变颠覆,烧毁晶闸管。
2、故障现象:中频炉设备运行正常但旁路电抗器发热烧毁。
原因分析:造成旁路电抗器发热烧毁的主要原因如下。
(1)旁路电抗器自身质量不好。
(2)逆变电路存在不对称运行,其主要原因来源于信号回路。
石墨坩埚为什么能感应加热?
石墨是一种唯一能够感应加热的非金属。
因为中频感应炉是通过电磁感应来加热的,绝缘材料没有阻抗所以不能加热,也就是说只能加热金属类的物体。
感应加热通常只能对金属材料才能产生作用,但往往我们需要加热的材料是非金属的,此时我们需要借助金属材料加热,然后进行热传递给非金属材料,比如家用电磁炉,原理和工业用的感应加热设备是一样的,通过电磁感应加热锅底,锅底自身发热传递给水。工业上有时候需要快速将水加热,此时可以采用感应加热的方式,通过水流过金属管道,我们用感应加热的方式加热管道,流过管道的冷水会立刻变热。应用的企业有中国石化,加热石油管道,保持恒定温度。
石墨是一种唯一能够感应加热的非金属,因为它导磁性较好,容易被加热,并且可以耐较高温度,所以通常用来做坩埚。
到此,以上就是小编对于中频感应加热的问题就介绍到这了,希望介绍关于中频感应加热的4点解答对大家有用。
本文转载自互联网,如有侵权,联系删除