大家好,今天小编关注到一个比较有意思的话题,就是关于注射成形的问题,于是小编就整理了5个相关介绍注射成形的解答,让我们一起看看吧。
pp的注射温度、压力和时间分别是多少?请详细点?
注塑温度:料筒后部160~180,中部180~200,前部200~220,如果成型周期短可提高注塑温度205~280,模温:薄壁制品25~40,厚壁制品60~70,有螺纹70~80,要控制好模温产品的光泽度才会好,才不会产生翘曲。注塑压力,以不形成飞边和凹陷为标准,因为PP粘度对注塑压力敏感,所以要控制好,这个多大要根据产品而定。注塑时间更需要跟据产品而定,产品的形状,大小和厚薄而定。
什么是压缩成型?
注塑压缩成型是将一定体积(60%-70%)的熔融塑料注入敞开的型腔中,然后闭合模具、压缩熔料、充满型腔、成型光学透镜的技术。 成型时,模具先未完成闭合,由于模具型芯部分设有台阶.当熔体被注入型腔后不会泄翻;当熔体注射完毕后,由专设的闭模活塞进行第二次合模,熔体再次流动,被压实。
塑料成型的方法有哪些?
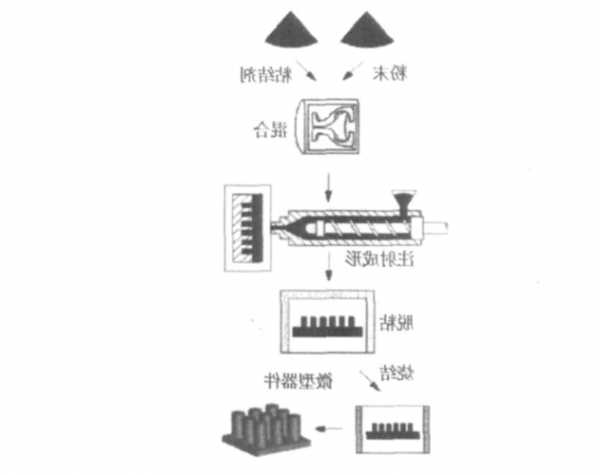
1、注射成型。
又称注塑成型2、挤出成型。
又称挤塑成型。
是热塑性塑料的主要成型法3、中空成型。
又称吹塑成型4、压缩成型。
又称压制成型。
把上下模安装在压力机的上下模板之间,将塑料原料直接加入型腔内,将模具闭合,塑料在受热受压下充满型腔,固化定型后得到塑料制件5、压注成型。
又称传递成型,也是热固性塑料的主要成型方法之一。
将塑料粒料装入模具的加料室内,在加热,受压下熔融的塑料通过模具加料室底部的浇注系统充满型腔,然后固化成型6、固相成型。
使塑料在熔融温度下成型。在成型过程没有明显的流动状态。
7、其它成型。
压延成型,浇铸成型,滚塑成型,泡沫成型等
IMR成型工艺?
模内转印
此工艺是将图案印刷在薄膜上,通过送膜机将膜片与塑模型腔贴合进行挤出,挤出后有图案的油墨层与薄膜分离,油墨层留在塑件上而得到表面有装饰图案的塑件,在最终的产品表面是没有一层透明的保护膜,膜片只是生产过程中的一个载体。
但IMR的优势在于生产时的自动化程度高和大批量生产的成本较低。
IMR的缺点:印刷图案层在产品的表面上,厚度只有几个微米,产品使用一段时间后很容易会将印刷图案层磨损掉,也易褪色,造成表面很不美观。
另外新品开发周期长、开发费用高,图案颜色无法实现小批量灵活变化也是IMR工艺无法克服的弱点。
科学注塑成型技术讲解?
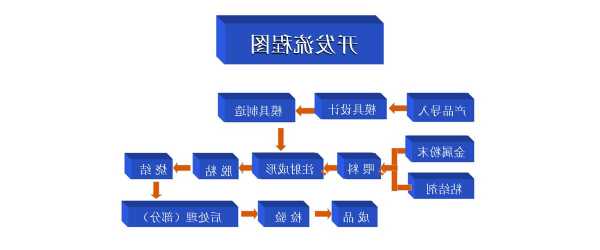
科学注塑成型技术是指在压力下将塑料或其他可熔态的材料填充到模具中,并使其在固化后形成某种形状的一种工艺。
它由模具设计、塑料配方设计、生产流程设计等多个步骤组成,主要包括模具的选择、塑料的选择、材料的混合和加热、塑料的注射和压实,以及成型片的出模和后处理等步骤。
到此,以上就是小编对于注射成形的问题就介绍到这了,希望介绍关于注射成形的5点解答对大家有用。
本文转载自互联网,如有侵权,联系删除