大家好,今天小编关注到一个比较有意思的话题,就是关于三辊卷板机图纸的问题,于是小编就整理了1个相关介绍三辊卷板机图纸的解答,让我们一起看看吧。

油罐车制造过程?
1、 材料的矫正
材料在在存放、运输或吊装过程中都可能产生变形, 其次在下料及焊接过程中材料也可发生变形, 这些变形必须予以矫正, 否则降低产品质量, 钢材的矫正的方法一般有三种方式, 分别为机械法、手工矫正法及火焰法。2、材料的清理
材料的清理是将材料上的的油污、铁锈、或氧化物, 进行清理, 否则影响, 甚至废正常的生产, 清理的方法主要有机械法:喷砂。
3、切割下料
根据图纸的要求利用剪板机进行切割下料, 剪板机借于运动的上刀片和固定的下刀片, 对金属板材施加剪切力。为保证焊透, 使用手持式坡口机在焊接边开V型坡口。
4、平板焊接 (对接焊缝) 、翻板
主要工作为纵向焊缝焊接, 为了便于前后板材放置, 采用万向滚轮支架作为平板焊接平台, 平板自动焊接机按照6mm/s的速度计算, 考虑到拼接接定位时间, 一条焊缝大约需要半小时。焊接后用翻板机翻板并暂时存放, 并进行补焊, 打磨及清理工作。
5、划线、切除余料
完成平板焊接后, 需根据罐体的展开尺寸画出轮廓线, 并切除余料。
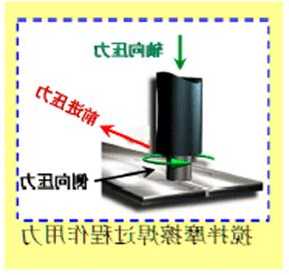
6、卷板、校圆、纵缝焊接
平板焊接后, 利用三辊卷板机卷成椭圆形圆柱罐体, 强度更高, 更安全更耐用, 当减速器带动两下辊同向转动, 上辊在液压缸驱动向下运动, 提供压力使材料弯曲变形。卷板完成后利用滚圆机校园, 校圆后完成罐体闭合纵缝的焊接, 焊后打磨焊缝, 开人孔口。
7、隔仓板安装及焊接
将隔仓板到规定位置, 点焊, 然后焊接, 此车型需放置两个隔仓板即可, 根据实际经验, 隔仓板的安装时间需1小时/个。
8、封头安装、焊接 (对接环缝)
罐体前后封头用等离子数控切割机下料, 为保证焊接质量, 封头安装需要专门的工装保证, 采用仿行旋边机旋压一次而成, 以增加强度, 不允许用人工敲击, 最后采用环形气体保护进行盖面焊接。
为了保证罐体的平稳安全及高强度等要求, 成型后的罐体需利用高压气体进行试漏检测, 然后罐体要进行整体喷丸工艺处理, 以消除焊缝应力和整体除锈。
油罐车的制造过程包括设计、材料采购、车身制造、安装油罐、安装管道系统、安装控制系统、涂装和装配等环节。
首先,根据客户需求进行设计,并采购所需材料。
然后,进行车身制造,包括车架、底盘和车厢的制作。
接下来,安装油罐和管道系统,确保其密封性和安全性。
然后,安装控制系统,包括液位传感器、阀门和泵等设备。
最后,进行涂装和装配,确保车辆外观和功能完善。整个制造过程需要严格遵守相关标准和安全规定,以确保油罐车的质量和安全性。
到此,以上就是小编对于三辊卷板机图纸的问题就介绍到这了,希望介绍关于三辊卷板机图纸的1点解答对大家有用。
本文转载自互联网,如有侵权,联系删除