大家好,今天小编关注到一个比较有意思的话题,就是关于不锈钢电解抛光工艺的问题,于是小编就整理了3个相关介绍不锈钢电解抛光工艺的解答,让我们一起看看吧。
不锈钢电解抛光配方?
不锈钢电解抛光液的配方是:氯化钠40g、硫酸钠30g、热水1000ml,将上述物料混合溶解,过滤后即可使用。
操作时,将不锈钢部件加入上述溶液中,用直流电源加电,电流为2-3A,连续电解10-15分钟,把表面的污垢去掉,然后用抛光布把表面抛光,最后把抛光液放出来,用清水冲洗干净,即可完成不锈钢的抛光处理工序。
拉丝不锈钢怎么抛光?
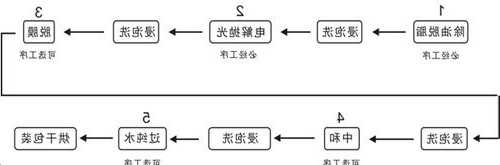
拉丝不锈钢抛光的过程分为以下几个步骤:
准备工作:首先,确保拉丝不锈钢表面干净,无油污、灰尘等杂质。为了更好地保持表面清洁,可以在抛光前进行脱脂处理。
粗抛光:使用粗抛光轮(如 60 粒度)对拉丝不锈钢表面进行抛光。此步骤的目的是去除拉丝痕迹,使表面变得光滑。抛光过程中,应适当调整抛光轮的转速和压力,以获得较好的抛光效果。
中抛光:使用中抛光轮(如 150 粒度)对不锈钢表面进行抛光。这一步是为了进一步光滑表面,减少拉丝痕迹。同样,要调整抛光轮的转速和压力,以达到理想的抛光效果。
细抛光:使用细抛光轮(如 300 粒度)进行细抛光。这一步是为了去除中抛光过程中产生的划痕,使表面更加光滑。注意调整抛光轮的转速和压力,确保抛光效果。
精抛光:使用电解抛光液或抛光膏进行精抛光。这一步是为了使不锈钢表面达到镜面效果。将抛光液涂抹在表面,然后使用抛光轮进行抛光。在抛光过程中,要不断清洁表面,以确保抛光效果。
清洗和保养:抛光完成后,立即用清水冲洗表面,去除残留的抛光液和灰尘。随后,使用干净的毛巾或压缩空气吹干表面。最后,涂抹适量的防护剂,以保护抛光后的不锈钢表面。
通过以上步骤,拉丝不锈钢表面可以实现抛光。不过,在抛光过程中,要注意控制抛光轮的转速和压力,避免过度抛光或损坏表面。同时,抛光液和防护剂的选择也是影响抛光效果的重要因素,应根据实际需求选择合适的产品。
要抛光拉丝不锈钢,首先需要准备好抛光机和抛光材料,如砂纸和抛光液。
然后,用砂纸将表面上的毛刺和瑕疵磨平。
接着,使用抛光液和抛光机进行第一遍抛光,需要保持递增的压力和旋转速度,直到取得期望的抛光效果。之后需要反复重复这个过程,直到表面光滑、亮丽、有光泽。
最后进行清洁和涂层处理,使表面更加耐久,防止氧化腐蚀。
拉丝不锈钢抛光方法有机械抛光和电解抛光。
机械抛光过程:载滚轮架上用砂带抛光机抛光,首先用120#砂带,抛到表面颜色一至时,换240#砂带,抛到表面颜色一至时,再换800#砂带,抛到表面颜色一至时,再换1200#砂带,就抛到装饰不锈钢板的效果了。
电解抛光过程:不锈钢电解抛光是将不锈钢制品挂在阳极上,在电解抛光液中进行阳极电解加工。在电解抛光过程中,不锈钢制品表面生成一层钝化膜,使不锈钢制品的表面质量大大提高,从而提高了不锈钢制品的表面质量。
电解抛光最佳方法?
一、铝合金l电解抛光,是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中,通以直流电离反应而产生有选择性的阳极溶解,从而达到工件表面除去细微毛刺和光亮度增大的效果。
二、铝合金电解抛光的特点是﹕
抛光的表面不会产生变质层﹐无附加应力﹐并可去除或减小原有的应力层﹔
对难于用机械抛光的硬质材料﹑软质材料以及薄壁﹑形状复杂﹑细小的零件和制品都能加工﹔
抛光时间短﹐而且可以多件同时抛光﹐生产效率高﹔
电解抛光所能达到的表面粗糙度与原始表面粗糙度有关﹐一般可提高两级。但由于电解液的通用性差﹐使用寿命短和强腐蚀性等缺点﹐电解抛光的应用范围受到限制。电解抛光主要用于表面粗糙度小的金属制品和零件﹐如反射镜﹑不锈钢餐具﹑装饰品﹑注射针﹑弹簧﹑叶片和不锈钢管等﹐还可用于某些模具(如胶木模和玻璃模等)和金相磨片的抛光。
三、优点
内外色泽一致,光泽持久,机械抛光无法抛到的凹处也可整平。
生产效率高,成本低廉。可大批量制备样品
增加工件表面抗腐蚀性,可适用于所有不锈钢材质。
四、缺点
电解抛光的质量与电解液以及电流与电压的规范有关。要摸索不同的抛光参数,而影响电解抛光的参数较多,不易找到正确的电解抛光参数。
对于铸铁及夹杂物等试样,较难获得良好的结果。
电解液组成复杂,使用时需要注意安全操作。
到此,以上就是小编对于不锈钢电解抛光工艺的问题就介绍到这了,希望介绍关于不锈钢电解抛光工艺的3点解答对大家有用。
本文转载自互联网,如有侵权,联系删除






