大家好,今天小编关注到一个比较有意思的话题,就是关于炉卷轧机的问题,于是小编就整理了2个相关介绍炉卷轧机的解答,让我们一起看看吧。

不锈钢轧机是做什么的?
炉卷轧机又称斯特克尔式轧机(steckel-mill)是一种钢板轧机,其生产线通常由加热炉、可逆式主轧机、包括卷取机在内的钢板收集系统和其他辅助设备组成。
炉卷轧机的主轧机前后设置有炉内卷取机,在薄规格的卷板的轧制过程中,可将钢板卷在炉内保温,以降低轧制中钢板温降速度
轧钢加热炉工艺流程?
板坯由炼钢连铸车间的连铸机出坯辊道直接送到热轧车间板坯库,直接热装的钢坯送至加热炉的装炉辊道装炉加热,不能直接热装的钢坯由吊车吊入保温坑,保温后由吊车吊运至上料台架,然后经加热炉装炉辊道装炉加热,并留有直接轧制的可能。 连铸板坯由连铸车间通过板坯上料辊道或板坯卸料辊道运入板坯库,当板坯到达入口点前,有关该板坯的技术数据已由连铸车间的计算机系统送到了热轧厂的计算机系统,并在监视器上显示板坯有关数据,以便工作人员进行无缺陷合格板坯的核对和接收。另外,通过过跨台车运来的人工检查清理后的板坯也需核对和验收,并输入计算机。进入板坯库的板坯,由板坯库计算机管理系统根据轧制计划确定其流向。 常规板坯装炉轧制:板坯进入板坯库后,按照板坯库控制系统的统一指令,由板坯夹钳吊车将板坯堆放到板坯库中指定的垛位。轧制时,根据轧制计划,由板坯夹钳吊车逐块将板坯从垛位上吊出,吊到板坯上料台架上上料,板坯经称量辊道称重、核对,然后送往加热炉装炉辊道,板坯经测长、定位后,由装钢机装入加热炉进行加热。 碳钢保温坑热装轧制:板坯进入板坯库后,按照板坯库控制系统的统一指令,由板坯夹钳吊车将板坯堆放到保温坑中指定的垛位。轧制时,根据轧制计划,由板坯夹钳吊车逐块将板坯从保温坑取出,吊到板坯上料台架上上料,板坯经称量辊道称重、核对,然后送往加热炉装炉辊道,板坯经测长、定位后,由装钢机装入加热炉进行加热。 直接热装轧制: 当连铸和热轧的生产计划相匹配时,合格的高温连铸板坯通过加热炉上料辊道运到称量辊道,经称重、核对,进入加热炉的装炉辊道,板坯在指定的加热炉前测长、定位后,由装钢机装入加热炉进行加热。其中一部分通过卸料辊道运输的直接热装板坯需通过吊车吊运一次放到上料辊道后直接送至加热炉区。如果炼钢厂可以实现直接热装板坯由上料辊道运送,则可减少部分吊车吊运作业。 板坯经加热炉的上料辊道送到加热炉后由托入机装到加热炉内,加热到设定温度后,按轧制节奏要求由出钢机托出,放在加热炉出炉辊道上。 加热好的板坯出炉后通过输送辊道输送,经过高压水除鳞装置除鳞后,将板坯送入定宽压力机根据需要进行侧压定宽。定宽压力机一次最大减宽量为350 mm。然后由辊道运送进入第一架二辊可逆粗轧机轧制及第二架四辊可逆粗轧机进轧制,根据工艺要求将板坯轧制
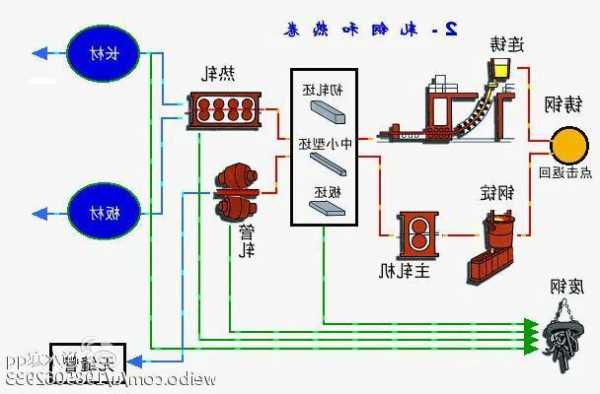
分螺纹,圆钢,型钢,板材,高线等几种不同.大致工艺是:上料机构-加热炉-除鳞机-粗轧机组-中轧机组-精轧机组-分段剪-上冷床制动装置-冷床-成品剪或锯-精整打捆装置.精整装置根据不同产品会有很大不同,高线要有吐丝机成卷站,冷却线,打捆机等,特钢要求有倒棱,修磨,探伤等等工艺装备.
到此,以上就是小编对于炉卷轧机的问题就介绍到这了,希望介绍关于炉卷轧机的2点解答对大家有用。
本文转载自互联网,如有侵权,联系删除