大家好,今天小编关注到一个比较有意思的话题,就是关于模内注塑工艺的问题,于是小编就整理了4个相关介绍模内注塑工艺的解答,让我们一起看看吧。
注塑模内成型是啥意思?
注塑模内成型是一种常见的塑料加工方法,它通过将熔化的塑料材料注入到预先设计好的模具中,然后在模具中冷却和固化,最终得到所需的塑料制品。
这种方法可以用于生产各种形状和尺寸的塑料制品,如零件、容器、包装材料等。注塑模内成型具有高效、精确、重复性好的特点,广泛应用于汽车、电子、医疗器械等行业。同时,注塑模内成型还可以实现多色、多材料的组合,提高产品的功能性和美观性。
注塑模内成型是一种注塑工艺方法,即在注塑模内同时完成产品的注塑和成型过程。它通过在注塑模内注入熔融的塑料材料,待塑料冷却凝固后,即可得到成型后的产品。这种工艺可以生产出各种具有复杂结构和精确尺寸要求的塑料制品。
是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
注塑模具加工工艺流程?
注塑模具的制作时间: 时间和产品大小和复杂程度有关,通常周期15-20天,手机模最快7天试板 注塑模具的制作流程: 步骤一:拿到客户需开模塑料制品的样品或产品图纸。
拿到样品,先进行测点,再进行下一步。拿到产品图纸,可以直接进行下一步。步骤二:做模具造型,如有热流道的模具,把热流道也设计好。步骤三:造型好后跟客户确认。步骤四:下料,也就是采购钢料。步骤五:开粗,即粗加工,包括动定模线切割、数控铣、铣床加工。步骤六:精加工,包括中走丝、慢走丝、高速铣、电火花、深孔钻。步骤七:打光。步骤八:合模,俗称对碰。步骤九:最后安装调试。调试没问题,一副模具就完成。注塑模具定义: 注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的材料由高压射入模腔,经冷却固化后,得到成形品
模内覆膜注塑原理?
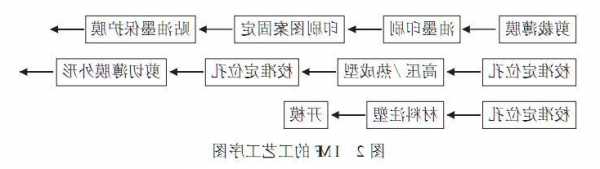
模内覆膜注塑的原理就是将已印刷成型好的装饰片材放入注塑模内,然后将树胶注射在成型片材的背面,使树脂与片材接合成一体固化成型。模内镶件注塑成型装饰技术即IMD(In-Mold Decoration),主要用于家电产品的装饰及功能控制面板、汽车仪表盘、空调面板、手机外壳/镜片、洗衣机、冰箱等应用非常广泛。
它是融印刷、成型、制模、注塑工艺技术为一体,会塑料片材、油墨、塑料树脂的综合运用。注塑树脂在薄膜的背面与油墨层相结合,面板图文、标识置于薄膜与注塑成型的树脂之间,图文、标识不会因摩擦或时间关系而磨损。
薄壁注塑件生产技巧?
薄壁注塑件是一种相对薄和复杂的塑料产品。为了生产高质量的薄壁注塑件,下面是一些常用的生产技巧:
1. 材料选择:选择适合薄壁注塑件的材料非常重要。一般来说,高流动性的材料更适合薄壁注塑件生产,因为它们可以更容易地填充细小的空腔和细长的流道。
2. 模具设计:设计一个合适的模具对于薄壁注塑件生产至关重要。模具的结构和冷却系统应当能够均匀地冷却整个薄壁注塑件,以避免热应力和缩短冷却时间。
3. 塑料熔融温度:控制塑料的熔融温度对于薄壁注塑件的生产非常重要。熔融温度过高可能导致材料分解或氧化,而温度过低则可能导致填充不充分。应根据材料的要求和测试确定适当的熔融温度。
4. 压力控制:使用适当的注射压力,以确保塑料材料充分、均匀地填充整个模具。过高的压力可能会导致变形或开裂,而压力过低则可能导致充填不完全。
5. 冷却时间和速度:薄壁注塑件的冷却时间非常关键。确保塑料充分冷却以避免变形或撕裂。通常可以使用快速冷却的方法,如增加冷却水的流量或使用冷却剂来加快冷却速度。
6. 厚度均匀性:对于薄壁注塑件,均匀的厚度非常重要,以确保整个注塑件的强度和稳定性。使用适当的注射参数和模具设计来保持均匀的厚度分布。
7. 研磨和研磨处理:在薄壁注塑件生产之后,可能需要进行研磨和研磨处理以去除任何可能的缺陷或毛刺。
请注意,薄壁注塑件的生产是一个综合性的过程,需要结合材料选型、模具设计、机器设置和操作技巧等多个方面进行综合考虑。具体的生产技巧可能因不同的产品和生产环境而有所不同。建议在生产之前进行充分的实验和测试,以确保薄壁注塑件的质量和性能。
到此,以上就是小编对于模内注塑工艺的问题就介绍到这了,希望介绍关于模内注塑工艺的4点解答对大家有用。
本文转载自互联网,如有侵权,联系删除

