大家好,今天小编关注到一个比较有意思的话题,就是关于压铆螺母柱的问题,于是小编就整理了4个相关介绍压铆螺母柱的解答,让我们一起看看吧。
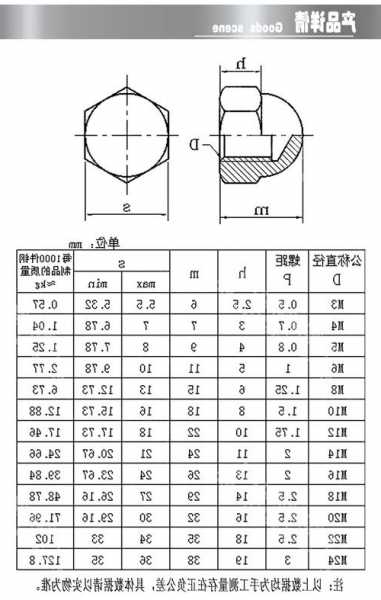
m8压铆螺母柱底孔标准?
M8压铆螺母柱底孔标准一般是直径8.5mm,深度为11.5mm左右,底部为圆锥形。这个标准是为了确保螺母柱能够牢固地固定在底板上,同时也方便了安装和拆卸。在使用时,需要根据实际情况选择合适的螺母和螺栓进行配合,以确保连接的稳定性和安全性。同时,也需要根据工厂的标准和要求进行检查和测试,以确保产品的质量和可靠性。
压铆螺柱原理?
压铆螺母柱又称压铆螺柱或螺母柱,是应用于钣金、薄板、机箱、机柜的一种紧固件,压铆螺母柱其外形一端呈六角形,另一端为圆柱状,六角边与圆柱状中间有一道退刀槽,其内形为内螺纹,通过压力机将六角头压入薄板的预置孔内(预置孔的孔径一般略大于压铆螺柱的圆柱外径)使孔的周边产生塑性变形,变形部分被挤入压铆螺母柱的退刀槽内,使压铆螺母柱铆紧于薄板上,从而在薄板上形成一下有效固定的内螺纹。
压铆螺柱是怎么压上去的?
你好,压铆螺柱是通过专用的压铆机来完成的。
具体操作步骤如下:
1. 准备工作:将要安装的零件准备好,选择合适的压铆螺柱。
2. 安装:将压铆螺柱插入要安装的零件孔中,并将其顶部的螺纹部位露出。
3. 夹紧:将安装好的零件放置在压铆机的夹紧口中,紧固好。
4. 切断:将压铆螺柱的尾部用剪切刀剪掉,留下约1-2mm的余量。
5. 压制:将压铆机的压铆头放置于压铆螺柱的顶部螺纹处,启动压铆机,施加足够的压力,使压铆螺柱完全压入零件中。
6. 完成:完成后,将压铆机的压铆头移开,检查压铆螺柱是否牢固。
注意事项:
1. 选择合适的压铆螺柱,避免过长或过短。
2. 在夹紧时,要保证零件的稳定性,不要出现移位或歪斜。
3. 操作时要注意安全,避免手部受伤。
1、压铆螺柱压进去方法是薄板水平置于工装上。螺母柱置入板孔内。压机按设置好的参数压入。
2、完成并检查压铆的平整度。压铆螺柱还是需要专用的铆压设备来进行操作,这也是保证压铆螺柱在安装完成后能够保持稳定的工作性能不可或缺的因数。
安装时应该保持铆压机和压铆螺柱的头部垂直平衡,均匀的下压即可。
1.
按柱的外形钻,开圆孔,放进压铆螺柱后,用机器将六边形那片压进金属内;
2.
用手持电动拉缩,夹住金属板材,或者用手动收缩架,手动拉缩;
3.
通过机器把牙压进金属板内,达到压铆过程;
4.
还有一种外边带螺纹的,可把金属板上加工个圆孔,攻丝后,拧上即可,也可用电焊焊牢。
压铆螺柱是通过压力将螺母套在螺柱上的。
这样可以产生高强度的连接,而不需要使用焊接或螺纹连接等方法。
在压铆过程中,首先将螺柱套入对应的孔中,然后使用压铆机的压力使螺柱的一侧压紧,同时将另一侧螺母套上。
这样就可以产生牢固的连接。
压铆螺柱在航空、机械加工等领域中广泛应用。
它可以帮助减少金属部件的重量和尺寸,提高连接效率和可靠性。
此外,还有不同类型的压铆螺柱适用于不同的应用场景,例如固定座椅和削铣机零件等。
压铆螺柱公差标准?
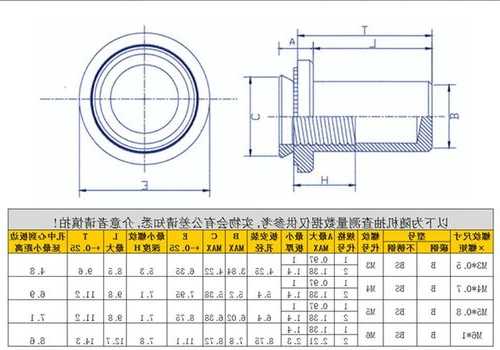
、选用螺母柱时,必须根据所用板材的厚度,确实尺寸范围,低碳钢板材硬度必须小于70RB,不锈钢板材硬度必须小于80RB。
2、易切削铁表面进行处理,不锈钢保持原色,用户可根据需要按表中型号规格定货, 也可根据需要特别订制。
3、板材孔尺寸必须照0-+0.075mm的公差尺寸进行加工,建议冲孔。
4、安装必须通过“压铆”作业实现,切不能冲击敲入。
5、材料选用不锈钢时,尾部号用“S”注明。
6、螺母柱端面为直纹齿的用“C”表示。
7、通孔螺母柱长度10mm以下皆为满丝,在10mm以上可六角端面方(Ⅰ型)或圆端面方面扩孔(Ⅱ型)压铆螺母柱从材质和内螺纹的形式上分为快削钢通孔压铆螺母柱SO型、不锈钢通孔压铆螺母柱SOS型、快削钢盲孔压铆螺母柱BSO型和不锈钢盲孔压铆螺母柱BSOS型四种,分别应用于不同的使用环境。压铆螺母柱没有特定的国家标准,早期的生产商来自于美国,被引入国内后逐步形成了今天的行业标准。国内的生产商大多来自于江苏的苏州和广东的东莞等地区
到此,以上就是小编对于压铆螺母柱的问题就介绍到这了,希望介绍关于压铆螺母柱的4点解答对大家有用。
本文转载自互联网,如有侵权,联系删除