大家好,今天小编关注到一个比较有意思的话题,就是关于立方氮化硼刀片的问题,于是小编就整理了5个相关介绍立方氮化硼刀片的解答,让我们一起看看吧。
你收氮化硼刀片吗?
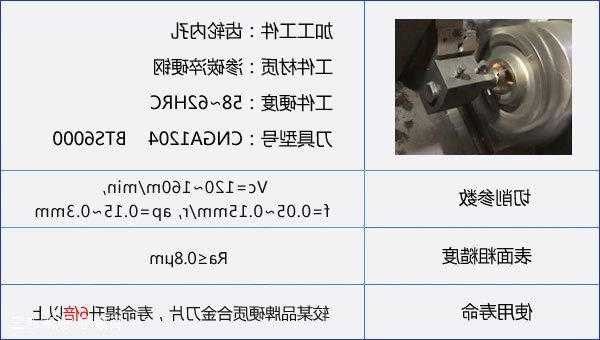
立方氮化硼刀片加工高铬铸铁粗加工的话线速度35~120m/min最好,精加工60~180m/min最好。
由于高铬铸铁叶轮有5枚-8枚叶片,在加工外圆和端面时,存在断续切削。
切削参数为:vc=75m/min,ap=2.5-5mm,f=0.1mm/r。
此高铬铸铁零件切削过程中,叶轮每转一周刀具要承受5次-8次冲击,一次走刀一个刀刃要承受3000多次冲击。
结果显示:氮化硼刀具断续加工过程中没有产生断裂破碎,一片刀片相当于25片陶瓷刀片,充分展现了氮化硼刀具的抗冲击性,不仅降低了刀具的使用成本,加工效率也提高了5倍。
立方氮化硼刀具,只适合精加工工序,吃刀深度控制在0.3mm以内最好,如果余量大或想粗、精加工同时完成,可选择BN-K1牌号立方氮化硼刀具。
16mncr5材料用什么刀片加工?
加工16MnCr5材料时,可以考虑使用立方氮化硼刀片。这种刀片的硬度高,切削效果好,尤其适用于粗精车削。16MnCr5是一种德国引进的钢种,也相当于我国的16CrMnH钢,具有较好的淬透性和切削性。此外,根据EN 10084-2008标准,16MnCr5属于欧标“保证淬透性渗碳钢”,经过热处理后,该钢种可以获得较高的表面硬度和耐磨性。因此,选择适当的刀具和切削参数对于确保加工质量和效率至关重要。
5crmnmo用什么数控刀片加工?
加工5crmnmo材料时,建议使用硬质合金刀片,如钨钴类硬质合金(YG3、YG4、YG6等)。这种刀片具有较好的耐磨性和耐热性,能够承受较高的切削温度和较大的切削力。此外,对于大切深、大进给、连续切削等加工情况,建议使用立方氮化硼(CBN)刀片或金刚石刀片,以提高加工效率和刀具寿命。
请注意,在加工过程中,要控制好切削参数(如切削速度、进给量、切削深度等),根据实际情况进行调整,以获得最佳的加工效果。同时,注意选择与机床主轴、刀柄等相匹配的刀片型号和规格,以确保加工的稳定性和精度。
希望这些信息能够对你有所帮助。如有其他问题,请随时提问。
5crmnmo是一种钢材,它可以使用一般的数控刀片进行加工。常见的数控刀片材料包括硬质合金、高速钢和陶瓷等。根据具体的加工需求和材料特性,选择适合的刀片材料和刀具参数进行加工。
氮化硼刀具怎么修磨?
需要金刚石砂轮才能对氮化硼刀片进行修磨。
采用金刚石砂轮将其磨损地方重新打磨,改成尺寸较小的刀片;也可以将已经用过的较厚的刀片磨成薄刀片。不过经过修磨之后,刀片的原有尺寸发生变化,在使用时也要注意更换相应的刀架。
刀片材质符号?
刀片材质的符号通常是由一系列字母和数字组成,用于表示刀片的材质和特性。常见的刀片材质符号包括:
1. HSS:高速钢,具有良好的耐磨性和耐热性能,适用于一般切削工作。
2. Carbide:硬质合金,通常用WC表示,具有极高的硬度和耐磨性,适用于高速切削和重切削工作。
3. PCD:聚晶金刚石,具有极高的硬度和耐磨性,适用于高速切削和精密加工。
4. CBN:立方氮化硼,具有优异的热稳定性和耐磨性,适用于高硬度材料的切削。
5. Ceramic:陶瓷刀片,具有优异的耐热性和耐磨性,适用于高温切削和精密加工。
这些符号可以帮助用户选择适合特定切削任务的刀片材质,以提高切削效率和工件质量。
到此,以上就是小编对于立方氮化硼刀片的问题就介绍到这了,希望介绍关于立方氮化硼刀片的5点解答对大家有用。
本文转载自互联网,如有侵权,联系删除