大家好,今天小编关注到一个比较有意思的话题,就是关于切削的问题,于是小编就整理了5个相关介绍切削的解答,让我们一起看看吧。
切削原理?
切削的原理:金属切削必须具备两种运动,车削时的切削运动是工件的旋转运动;进给运动,使新的金属不断的投入切削的运动。也就是使切削过程在所需要的方向继续下去的运动,进给运动可能有一个以上,车削时的进给运动是刀具的连续移动。
原理如下所示:
主要是以手工的电动工具为主,工作时动力输出部分加装硬质合金刀片,利用高速旋转切削,在钢板边缘铣出一定的角度。该种类型机器适用范围比较广泛,还可用于铸铁,硬质塑料,有色金属等材料。
切削类型有哪四类各有哪些特点?
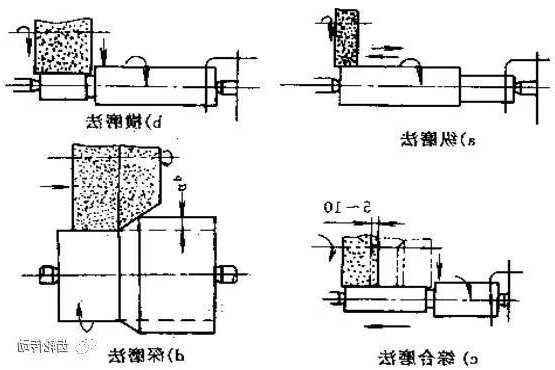
切削类型有带状切削、挤裂切削、单元切削和崩碎切削四类。
(1)带状切屑的特点
带状切屑的内表面光滑,外表面毛茸。塑性金属材料时当切削厚度较小、切削速度较高、刀具前角较大时,一般常得到这类切屑。它的切削过程平衡,切削力波动较小,表面粗糙度较小。
(2)挤裂切屑的特点
挤裂切屑与带状切屑不同之处在外表面呈锯齿形,内表面有时有裂纹。这种切屑大多在切削速度较低、切削厚度较大、刀具前角较小时产生。
(3)单元切屑的特点
如果在挤裂切屑的剪切面上,裂纹扩展到整个面上则整个单元被切离,成为梯形的单元切屑。
(4)崩碎切屑的特点
崩碎切屑属于脆性材料的切屑,这种切屑的形状是不规则的,表面是凸凹不平的。从切削过程来看切屑在破裂前变形很小,和塑性材料的切屑形成机理也不同。
切削和铸造的区别?
切削指利用刀具或砂轮等削去工件的一部分。切削力增加或切削速度升高引起的切削温度增加均会使后刀面磨损加剧。
而铸造是指将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属。
切削公式解释?
车削时,工件加工表面最大直径处的线速度称为切削速度,以v(m/min)表示。其计算公式: v=πdn/1000(m/min) 式中:d——工件待加工表面的直径(mm) n——车床主轴每分钟的转速(r/min) 工件每转一周,车刀所移动的距离,称为进给量,以f(mm/r)表示;车刀每一次切去的金属层的厚度,称为切削深度,以ap(mm)表示。
切削符号都代表什么意思?
答:切削所用符号代表有:
tj——机动时间(min)
L——切刀行程长度(mm)
1——加工长度(mm)
11——切刀切入长度(mm)
12——切刀切出长度(mm)
13——试刀用附加长度(mm)
i——走刀次数
ap——切削深度(mm)
f——进给量(mm/r)
n——主轴每分钟转数(r/min)
d——工件毛坯直径(mm)
d1——工件孔径或特形面小直径(mm)
d2——工件外径(mm)
Vc——切削速度(m/min)
P——螺纹的导程或螺距(mm)
D——锥体大端直径(mm)
d3——锥体小端直径(mm)
Lk——锥体侧母线长度(mm)
g——螺纹头数
到此,以上就是小编对于切削的问题就介绍到这了,希望介绍关于切削的5点解答对大家有用。
本文转载自互联网,如有侵权,联系删除